Optisk glas blev oprindeligt brugt til at fremstille glas til linser.
Denne type glas er ujævn og har flere bobler.
Efter smeltning ved høj temperatur, rør jævnt med ultralydsbølger og afkøl naturligt.
Det måles derefter med optiske instrumenter for at kontrollere renhed, gennemsigtighed, ensartethed, brydningsindeks og spredning.
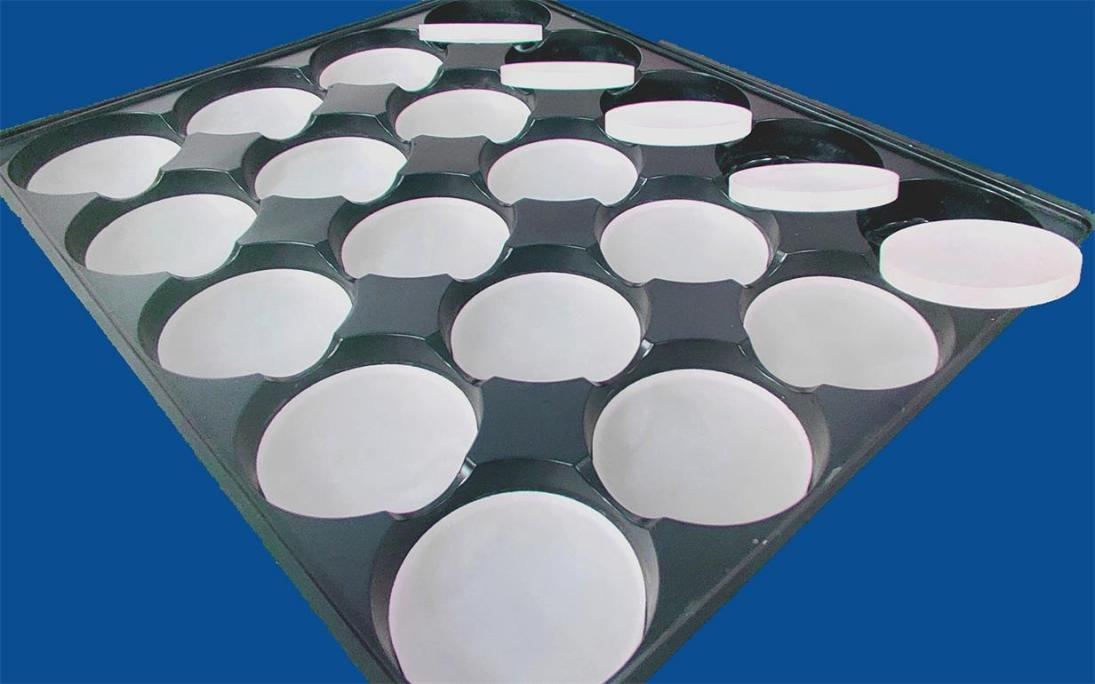
Når den har bestået kvalitetskontrollen, kan en prototype af den optiske linse dannes.

Det næste trin er at fræse prototypen, fjerne bobler og urenheder på linsens overflade og opnå en glat og fejlfri finish.

Næste trin er finslibning. Fjern overfladelaget på den fræsede linse. Fast termisk modstand (R-værdi).
R-værdien afspejler materialets evne til at modstå udtynding eller fortykkelse, når det udsættes for spænding eller tryk i et bestemt plan.
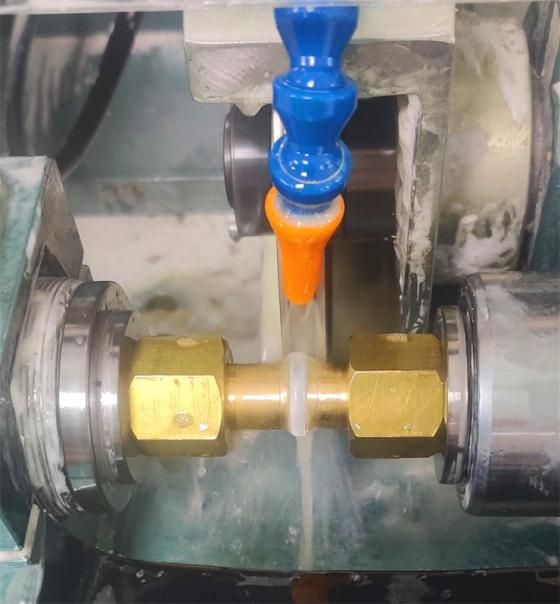
Efter slibeprocessen er centreringskantningen.
Linserne er kantet fra deres oprindelige størrelse til den angivne ydre diameter.
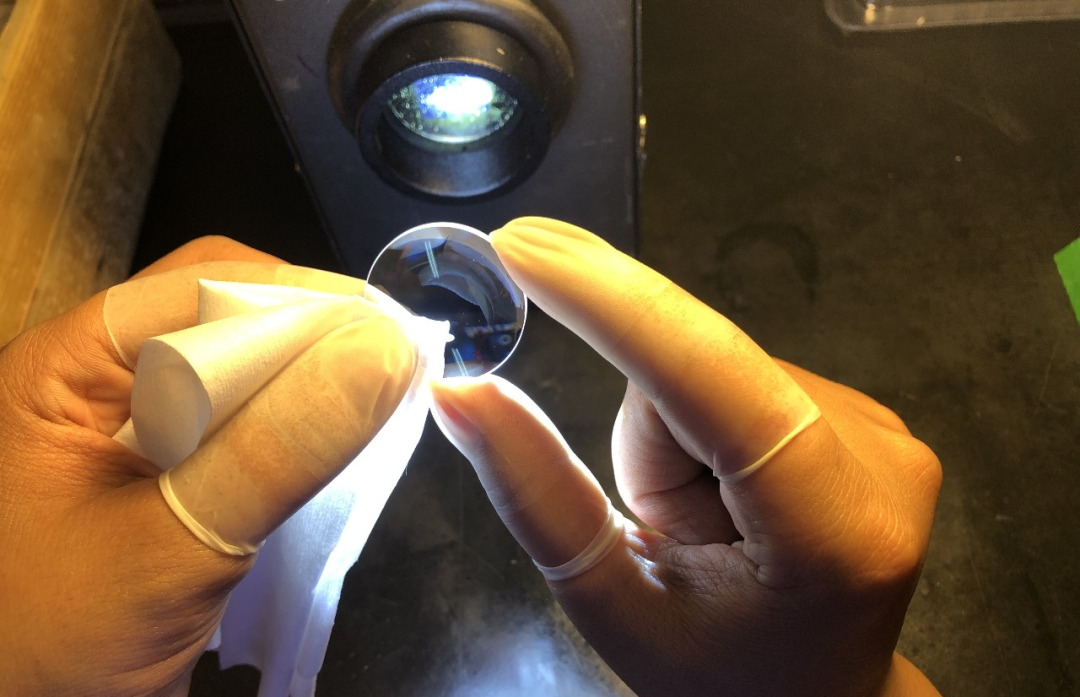
Den følgende proces er polering. Brug passende poleringsvæske eller poleringspulver, og poler den fintslebne linse for at give den et mere behageligt og udsøgt udseende.


Efter polering skal linsen rengøres gentagne gange for at fjerne resterende poleringspulver på overfladen. Dette gøres for at forhindre korrosion og skimmelvækst.
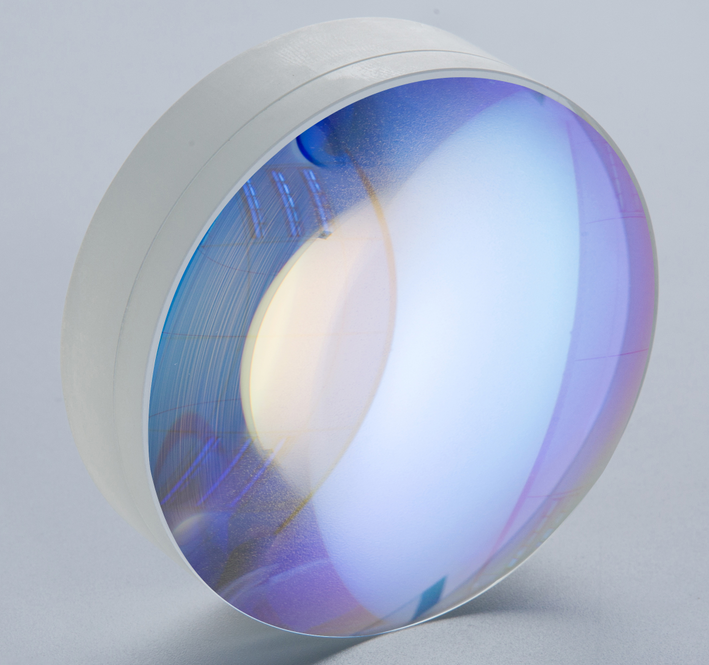
Når linsen er fuldstændig dehydreret, belægges den i henhold til produktionskravene.

Maleprocessen er baseret på linsens specifikationer og om en antireflekterende belægning er nødvendig. For linser, der kræver antireflekterende egenskaber, påføres et lag sort blæk på overfladen.

Det sidste trin er limning. Lav to linser med modsatte R-værdier og samme ydre diameter på bindingen.
Afhængigt af fremstillingskravene kan de involverede processer variere en smule. Den grundlæggende produktionsproces for kvalificerede optiske glaslinser er dog den samme. Den omfatter flere rengøringstrin efterfulgt af manuel og mekanisk præcisionsslibning. Først efter disse processer kan linsen gradvist omdannes til den almindelige linse, vi ser.

Opslagstidspunkt: 6. november 2023


